Quality Hot Stamp Artwork: Graphic Design & Hot Stamp Die Specifications
How is good “hot stampable” artwork created?
 Ensuring high quality hot stamp decoration depends upon having BOTH artwork carefully designed for the application as well as Dies manufactured utilizing specifications tailored to the graphic’s requirements! One size or spec does NOT fit all!
Ensuring high quality hot stamp decoration depends upon having BOTH artwork carefully designed for the application as well as Dies manufactured utilizing specifications tailored to the graphic’s requirements! One size or spec does NOT fit all!
What are frequently asked questions about the development of quality hot stamp artwork?

United Silicone and CER have been the leading global manufacturers of hot stamp/heat transfer Equipment, Tooling, and Dies for more than 40 years! Our well-respected, experienced Graphic Artists are often asked questions such as:
- What is ‘hot stampable‘ artwork? What does it look like?
- What is the min/max font size that can be hot stamped? How big or small can we go?
- What durometer is recommended for this artwork? What relief?
- Should a Metal or Silicone Die be used for this part?
Start with the Basics
A good place to start in answering these common questions is with the definition of hot stamping. In it´s simplest form – hot stamping is the combination of time, temperature and pressure to transfer an image or foil from a film to a part.
Understanding Key Terms
Taking this definition a bit further, it is the Die itself that transfers the artwork or graphic image onto the part. It’s these Dies (available in both silicone and metal formats) that must be able to withstand the heat, pressure, and time of the hot stamp process. The contact area (also known as ‘Relief’) is the raised area of the Die where artwork meets the part to create the hot stamped image. The artwork on the relief must be able to withstand the pressure or force of the hot stamp process.
What role does pressure play?

Understanding the amount of machine pressure or force required to hot stamp helps explain why artwork and graphic design is so critical. Pressure requirements differ between Silicone and Metal dies. If using a Silicone Die to stamp a 2 by 4 inch artwork – you’ll require approximately 350 pounds per square inch of contact area or 1.4 tons of machine force. If using a Metal die for this same 2 by 4 artwork, you’ll need 1,000 pounds per square inch of contact area or 4 tons of force! When creating your artwork, consider these formulas from the perspective of the amount of force each individual character will face and what happens to each during the hot stamp process. Small punctuation marks become fat! Insides of letters fill in — a’s, e’s, capital letter R’s, B’s, D’s, can all be a challenge.
What are common challenges found in hot stamp decoration?


As you can imagine – withstanding such high amounts of pressure presents its challenges. We will look at three common challenges found in hot stamp decoration – air entrapment, over-stamping and die durability – and then discuss how strategically designed Artwork and selection of Die specifications can overcome these challenges.
What is air entrapment? How is it addressed?
 Essentially, in images that contain large solid or bold areas, air can become trapped between the Die and part. This condition prevents the Foil or Heat Transfer Label from making a complete transition or release from the film carrier to the part with the end result being a hot stamped image filled with “holes” or “voids”! One way to address air entrapment is on the graphic design side. Consider artwork created with an outline versus a solid image or at minimum a balance between solid and outlined elements to assist with air entrapment issues. Another method to address Air Entrapment is with a Die specification technique referred to as ‘Screening’ – we’ll talk about this more further down this post.
Essentially, in images that contain large solid or bold areas, air can become trapped between the Die and part. This condition prevents the Foil or Heat Transfer Label from making a complete transition or release from the film carrier to the part with the end result being a hot stamped image filled with “holes” or “voids”! One way to address air entrapment is on the graphic design side. Consider artwork created with an outline versus a solid image or at minimum a balance between solid and outlined elements to assist with air entrapment issues. Another method to address Air Entrapment is with a Die specification technique referred to as ‘Screening’ – we’ll talk about this more further down this post.
What is over-stamping? How is it addressed?
 Over-stamping of graphics is a common cause for quality rejections and scrapped parts. Unlike air entrapment which is often caused by the use of large, solid graphics; over-stamping is often a result of tightly positioned characters and lines. Minimum spacing between characters or design features that touch each other are likely to ‘SQUISH’ together or overstamp under the pressure and temperature of hot stamping resulting in unreadable graphics. Over-stamping exploits these features! To address this condition from a graphic design perspective, create a graphic with sufficient spacing between each character – lines and letters should NOT touch each other! AND, consider exaggerating spacing between strokes understanding that vertical pressure and silicone expansion (with heat) will further reduce these gaps during the Hot Stamp process.
Over-stamping of graphics is a common cause for quality rejections and scrapped parts. Unlike air entrapment which is often caused by the use of large, solid graphics; over-stamping is often a result of tightly positioned characters and lines. Minimum spacing between characters or design features that touch each other are likely to ‘SQUISH’ together or overstamp under the pressure and temperature of hot stamping resulting in unreadable graphics. Over-stamping exploits these features! To address this condition from a graphic design perspective, create a graphic with sufficient spacing between each character – lines and letters should NOT touch each other! AND, consider exaggerating spacing between strokes understanding that vertical pressure and silicone expansion (with heat) will further reduce these gaps during the Hot Stamp process.
What is the role of die durability?

Finally, it is essential that Artwork is created and the Die itself is designed to withstand both the pressure and temperature of the hot stamp process over time. When this is not the case, premature silicone or metal breakage may occur resulting in hot stamp voids and shortened Die life. For visual purposes, it’s helpful to consider the stance of a person about to be pushed or shoved! Who has a better chance of remaining upright or in tact?! A 6-foot person standing straight and tall with legs close together? Or, a 4-foot person standing poised with legs separated slightly and braced for impact? Just as an ‘at ease’ position enables a person to remain upright when forced – designing stamping Dies to withstand pressure (with specifications such as Relief and Durometer) will help to maximize Die life and overall stamp quality.
How can these common hot stamp challenges be effectively addressed?
 Effectively addressing hot stamping challenges most often requires both Graphic Design and Die Specification Solutions. Next we will take a look at both.
Effectively addressing hot stamping challenges most often requires both Graphic Design and Die Specification Solutions. Next we will take a look at both.
**Graphic Design Solutions**

Quality Graphic Design is the first and most important step in successful, quality hot stamp decoration. No amount of sophistication in die manufacturing can overcome bad artwork! Best practices in graphic design include the use of original vector artwork with resolution of at least 600 dpi with crisp lines and characters. That is to say, graphics must be clearly defined and sufficiently spaced. And, the entire image should meet minimum line weight requirements. The saying ‘Garbage in; Garbage out’ applies to ‘Hot Stampable’ artwork! Getting the graphic design right is crucial. United Silicone’s Graphic Artists are available and ready to work together with you to turn your vision into reality!
**Die Specification Solutions**


In addition to careful graphic artwork design, successful hot stamp decoration depends upon the correct Die format and specifications for the job! Correct selection of Screens, Relief – aka Character Height, Durometer, and Mold Style will ensure a highly successful and repeatable decoration.
-Screens-
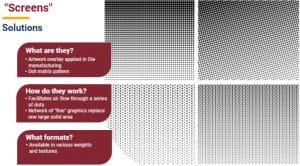
A technique utilized by United Silicone is the use of screens incorporated into the surface of a Die’s artwork or contact area. The screen pattern is actually a series of dots that facilitates air flow, ensuring air doesn’t become trapped between the Die and Part thereby enabling complete contact and foil transfer – no more random voids! A variety of screen weights and textures are available. The more dots per inch, the finer the resulting pattern. The fewer dots per inch the more coarse the screened pattern.
FOR EXAMPLE


For example- the screens used to stamp this 18 Wheeler mud flap ensured the large area decoration with no entrapped air. Pay special attention to the R registration mark in this photo — a small graphic in comparison to the whole and reversed out of a large, solid area! The pressure or force required to stamp the solid red area did NOT result in overstamping the registration mark! IMPRESSIVE!
-Reliefs-

Another die specification that can serve as a solution to ensure quality decoration is Relief. Relief is the height the graphics are elevated from the background of the Die itself. The most vulnerable graphic elements (finer details) can be placed at a lower relief for enhanced support and protection. Remember the analogy of the 6 foot person preparing to be pushed?! A lower position of vulnerable characters provides better, overall protection! Fine or small characters are typically well served at a .035″ relief while .065″ reliefs are recommended for larger graphic elements. A deeper .120″ relief is available for artwork that is consistently large or bold. The higher relief facilitates the pressure required to transfer the full graphic without over-stamping to the background of the Die.
-Durometer-
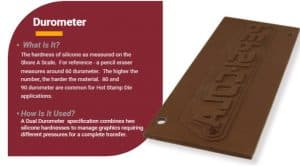
Durometer is the measurement of a silicone’s hardness (or softness). This Die component should be selected with consideration for the specific artwork design. Small, fine detail graphics may require a hard, 90 durometer to hold the integrity of each character during the pressure of the hot stamp process. 80 durometer is often recommended for large, bold graphics. This durometer facilitates more compression to make full contact and to ‘get the air out’! Combination Graphics — a mixture of fine detail and bold images- respond well to a Dual Durometer specification. For example, it is possible to utilize a hard 90 durometer on the surface of the artwork and a softer 60 or 70 durometer in the background of the Die.
FOR EXAMPLE: Combination Graphics


One challenge that can be addressed by both artwork design and the selection of silicone durometer is ‘combination graphics’. Combination graphics involve large elements interspersed around small, fine-detail artwork. Careful consideration of both graphic design and die specification is needed to address combination graphics. From a Graphic Arts perspective- care should be taken to minimize the use of both heavy and bold elements in conjunction with fine or small details. Consider the formulas for pressure or force — fine graphics will fully transfer to the part with less pressure or force than the bolder, solid elements making over-stamping a concern. From a die manufacturing perspective- proper durometer selection can help ensure superior performance.
-Mold Styles-


Molds are another die manufacturing tool used to ensure superior stamp quality. They are literally the “BOX” that holds and forms the silicone into the graphic design resulting in a finished Die.
Molds, also known as Makereadies, are part of United Silicone’s production process not seen by end users! Theyare made using either a photo-etched, chemical process or CNC-engraving. While Photo-etched Makereadies are more cost effective, there are three instances where Machine Engraved Molds should be considered.
The first instance is when multiple reliefs are required for full part contact and/or support for character integrity. PhotoEtching achieves a single relief. CNC engraving facilitates multiple reliefs and shapes such as crowns and full contours to match the shape of a part.
A second instance where Machine Engraved Molds may provide superior results is when vertical sidewalls are required for part clearance and/or precision foil transfer of lines or characters. CNC engraving (Machine Engraved Molds) provide this ‘control’ and repeatability from Die-to-Die.
Finally, Silicone Dies from Machine Engraved Molds are highly accurate and repeatable from Die-to-Die. For example – a Die used to stamp the lines of a ruler or another measuring device (like the cup shown here) must create a finished part accurate to that scale of measurement. In other words, a hot stamped ruler must actually measure to 12 inches NOT 11 7/8!
What role do artwork “generations” play in hot stamp decoration?
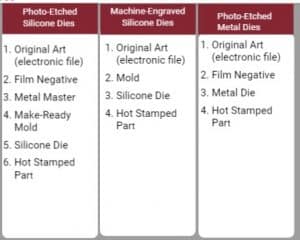 When designing hot stamp dies for optimal decoration quality- an additional factor to consider is that of Generations. Hot Stamp artwork is generational! Each artwork generation diminishes in clarity leading to it’s final form as a hot stamped part. The process of Hot Stamping will NOT make an art image better! To the contrary, bad artwork will become worse or amplified when hot stamped! For visual understanding, think of this as a photocopy of a photocopy of a photocopy. Each copy or generation loses a small amount of image integrity. As the table shows, Photo-etched Silicone Dies require six generations of artwork reproduction. Machine Engraved Silicone and Photo-etched Metal Dies require four generations.
When designing hot stamp dies for optimal decoration quality- an additional factor to consider is that of Generations. Hot Stamp artwork is generational! Each artwork generation diminishes in clarity leading to it’s final form as a hot stamped part. The process of Hot Stamping will NOT make an art image better! To the contrary, bad artwork will become worse or amplified when hot stamped! For visual understanding, think of this as a photocopy of a photocopy of a photocopy. Each copy or generation loses a small amount of image integrity. As the table shows, Photo-etched Silicone Dies require six generations of artwork reproduction. Machine Engraved Silicone and Photo-etched Metal Dies require four generations.
Conclusion

A combination of strategic graphic design AND the use of appropriate Die specifications can overcome decoration challenges. Together these two elements can ensure highly repeatable, quality decoration that accurately reflects the intention of the original artwork concept.
Would you like to know more?
Please get in touch. We would love to hear from you.