Hot Stamp Tooling Components
Introduction to Nesting Fixtures, Stamping Dies and Die Mounting Blocks
Why is tooling important for hot stamp and heat transfer decoration of parts and components?
A structure built on a shaky foundation will not withstand the test of time; neither will the quality of your decoration! Tooling is the foundation of any Hot Stamp/Heat Transfer Decorating application.
What is hot stamp decoration?

Hot Stamping is “the combination of Temperature, Pressure, & Dwell to transfer an image from a carrier to a part”. These three components are interdependent; a change or variation in one may affect/impact another.
| Temperature | The amount of heat required to soften the foil or heat transfer pigments and the part surface to insure thermal bonding of foil/transfer to part. |
| Pressure | The clamping force required to insure full contact of die to part. The size of machine is identified by the size & location of artwork as well as the size of the part being decorated. |
| Dwell | The time that the die or roller is in contact with the foil/transfer and the part. |
What is required for successful hot stamp or heat transfer decoration?
Hot Stamping and Heat Transfer Tooling must withstand ALL these conditions! A structure built on a shaky foundation will not withstand the test of time under several tons of pressure nor temperatures as high as 550F!
Tooling Components: Main Elements
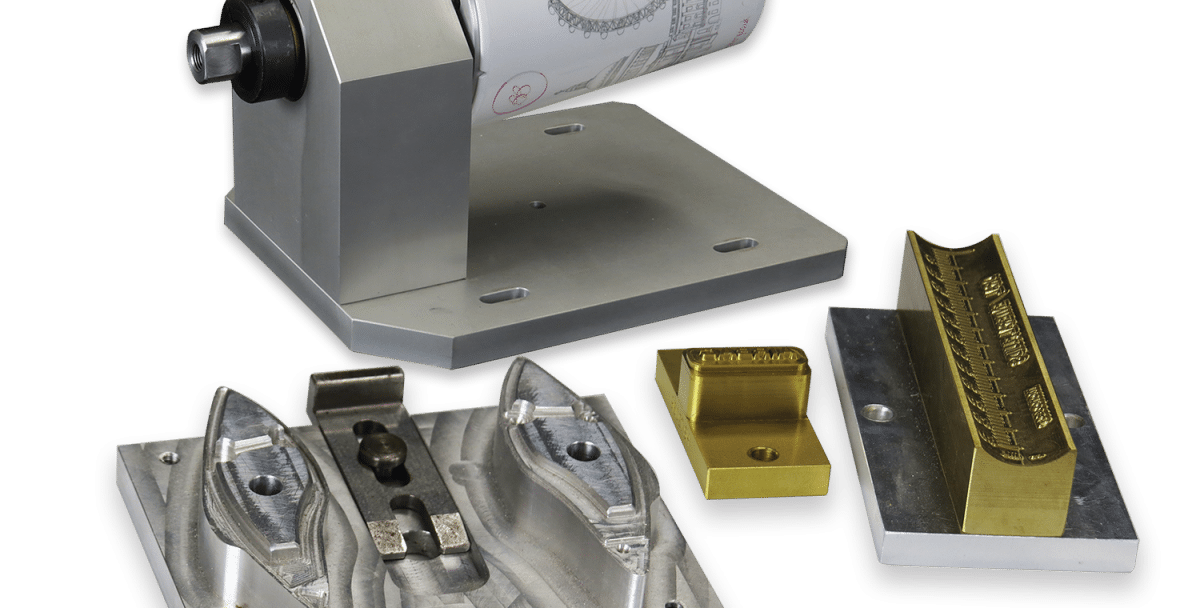
The three main tooling components for hot stamp or heat transfer decoration are Nesting Fixtures, Dies, and Die Mounting Blocks that act as “connectors” in the Tooling Set mating the decorating equipment to the stamping die.
Nesting Fixtures

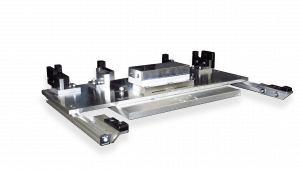
Nesting Fixtures are required to secure/hold parts during the application process, support the stamping area and locate/position part for repeatability. When nesting fixtures are manufactured to be user friendly this can make it easy to load and unload parts.
Nesting Fixtures are manufactured of various materials as dictated by the part shape, substrate, size, and support requirements.
| Material | Characteristics |
| Aluminum | Lighter than steel, easier to handle
Easy to machine Will not rust Durable Heat Tolerant |
| Cast Urethane | Ideal for contoured applications
Provides tighter fit than aluminum, PVC, Nylon or Teflon Not as durable as aluminum Material begins to breakdown at temperatures of 120F |
| PVC | Machined to part configuration
Won’t scuff clear plastics or a high gloss finish Not as durable as aluminum |
| Nylon or Teflon | Ideal for automatic part discharge because of low friction
Won’t scuff plastics Not as durable as aluminum |
| Steel | Offers the greatest amount of strength and durability
Ideal for high tonnage applications |
Dies

Part Holding Fixtures make up only one half the requirements of a Tooling Set. The other half, the Die, is equally important. Hot Stamping/Heat Transfer Dies are produced to mate to the part while fixtured. It is helpful ot manufature these components together to guarantee a matched set.
-Silicone Rubber Dies
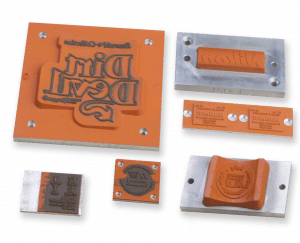
Silicone Rubber Dies conform to surface variations inherent in plastic molded parts. Full graphic art and photographic capabilities assure accurate art reproduction. Silicone Dies are available in flat, multi-level, and contoured configurations for diverse applications. Silicone Dies are manufactured from Machine-Engraved and/or Photo-etched Molds.
Key terms:
| Durometer | Measure of silicone hardness as expressed on the Shore A Scale.
Low durometers exhibit high-elongation properties and improve coverage on irregular surfaces. Silicone in higher durometers is more tear resistant and will withstand pressure with minimum distortion. |
| Dual Durometer | Two different silicone hardness’s molded together in layers.
Usually, a harder material is used in the face of the die and a softer silicone in the background. This construction provides a pliable belly beneath the stamping surface to help absorb variations in part, wall thickness, etc… |
| Texture | A texture in the silicone face helps redistribute trapped air.
Ideal for vertical applications with large surface areas. |
| Crown | A convex crown (as little as .010”) in the silicone face of a die will assist in eliminating air entrapment.
Ideal for vertical applications with large surface areas. |
-Metal Dies

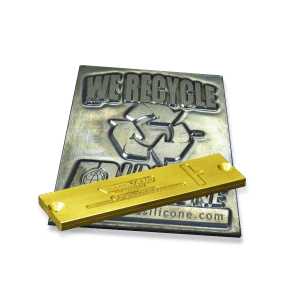
Metal Dies – Magnesium, Copper, Brass, and Steel offer excellent heat recovery properties ideal for high speed, vertical applications. These dies can provide an embossed appearance to your finished part. Recommended for “soft” substrates such as fabrics, paper, polyurethane, etc.
—Die Selection
When selecting a die material for your Tooling Set, use the following guideline:
“Rigid Substrate – Flexible, Silicone Die”
“Flexible Substrate – Rigid, Metal Die”
—Pressure Considerations
It is possible to determine the Pressure required for an application using the following guidelines:
| Foil & Silicone Rubber Dies | approximately 350 pounds per square inch of die contact area (artwork size to be stamped). |
| Heat Transfers & Silicone Rubber Dies | approximately 500 pounds per square inch of die contact area (image size of transfer). |
| Foil & Metal Dies | approximately 1,000 pounds per square inch of die contact area (artwork size to be stamped). |
Example: Artwork Size = 3” x 7” or 21 square inches
21 sq. in. x 500 PSI (HT w/rubber die) = 10,500 pounds
10,500 pounds / 2000 (pounds per ton) = 5.25 tons
5.25 tons of Pressure required for a 3” x 7” Heat Transfer
3.6 tons required for Hot Stamp application with rubber dies
10.5 tons required for same application with metal dies
-Die Mounting Blocks
Die Mounting Blocks act as a “connector” in the Tooling Set mating the decorating equipment to the stamping die. Mounting Blocks provide the support behind the die. Without this support, a die may deflect under the force of the machine causing a lack of pressure in this area. Traditional Die Blocks are drilled with mounting holes to match your equipment and tooling set. Variations of the Standard Die Block offer alternatives for mounting dies – Dovetail, Type Holders, & Magnetic.
| Magnetic “Quick-Change” Die Block | Vastly reduces time related to die changeover and set-up. A Magnetic Die Block is easily affixed. This eliminates the need for screws to secure the hot stamp die. Using pin registration, Magnetic dies improve repeatability from die-to-die offering increased production and less down time. |
Tooling Components: Supporting Elements
Adding features to tool sets can simplify set up and ensure consistent quality.
| Jack Screws | Jack screws can be affixed to the base plate to facilitate proper alignment of the nest to the die. |
| Alignment Pins | Assist in aligning the part to die on contoured parts or flat parts where position of the graphics is critical. Fixtures can also be designed to be mounted one way preventing a mismatch from die-to-part or stamping the graphic out of orientation. |
| Part Sensors | Interconnected with equipment controls to detect part presence and identify proper positioning prior to stamping. These devices are ideal in automated systems greatly reducing scrap rates. |
Improvements in Tooling Components
In the not-so-distant past, Hot Stamp and Heat Transfer Tooling was manufactured only from actual parts and delivered 2-3 weeks after receipt of injection molds often resulting in production delays. Sometimes prototype parts (which often did not match production parts) were used in an effort to have hot stamp tooling and molds delivered at the same time.
With the development of new software packages and advances of CNC-controlled equipment, Hot Stamp and Heat Transfer Tooling Sets can be constructed simultaneously with Injection Molds.
An electronic drawing file is all that is required to initiate the manufacture of required decorating tools – Nesting Fixtures, Die Mounting Blocks, & Dies. Completed tooling is matched to the first piece run utilizing production molds. Any “tweaking” required is made at this time avoiding previously long delays in new product launches. Electronic files are kept indefinitely thus allowing for quick & easy duplication when artwork or part changes dictate.
Summary
When venturing into a new Hot Stamp/Heat Transfer project, remember that Tooling is the foundation of all decorating applications.
Many factors impact a decorating project. It is essential to seek quality tooling in order to achieve quality, finished parts..
A structure built on a shaky foundation will not withstand the test of time; neither will the quality of your stamp!
Would you like to know more?
Please get in touch. We would love to hear from you.